One thing my father always said stuck with me: “If you want to drive fast, you need good brakes.”
The same goes with heat in screen printing—if you’re going to use it, you need to know how to control it. Too much of anything, especially heat, can work against you.
Back in the early ‘80s, I hadn’t even seen a flash unit, let alone heard terms like “quick flash” or “low cure.” Whether a fabric could handle the heat just wasn’t top of mind. By 1986, though, when I first laid eyes on a flash unit, heat quickly became a part of everyday printing.
The rise of thinner, synthetic fabrics also brought challenges. I remember one time I was printing on a polyester vest panel and just couldn’t get the ink to flash fast enough before the fabric started to scorch or curl. Once it curled, it would inch ever closer to the flash, to the point where if we weren’t careful, it could get close enough to the quartz bulb of the flash units to catch fire almost instantly.

If we’d had access to a faster-flashing, low-cure white back then, we might’ve avoided the stress—and the flames.
Why Screen Printers Need Low-Cure Inks for Polyester Printing
The rise of polyester and synthetic blends in the apparel industry has transformed the way screen printers work. However, while these fabrics offer durability, moisture-wicking properties and vibrant colors, they also present a major challenge—dye migration.
Dye migration occurs when the heat used to cure screen printing inks reactivates the polyester fabric’s dyes, causing them to bleed into and through the ink layer. The result? A white or light-colored print turning an unwanted shade of pink, gray or even green, to name a few. This issue is particularly common with darker polyester garments.
Something I’d like to point out is that while the concept of dyeing synthetic fibers isn’t new, the actual process can vary widely from one manufacturer to another.
The chemicals used aren’t standardized, and if the fabric passes the buyer’s required tests, it’s essentially the wild west in terms of how manufacturers get there.
Traditionally, plastisol inks require curing around 320°F (160°C) or higher, a temperature that can intensify or antagonize dye migration. To combat this, screen printers resort to solutions like the use of dye-blocking underbases or flashing between layers, both of which increase costs and slow production. I have seen up to six screens and five flashes being used to create a single one-color left chest image on a synthetic red garment!

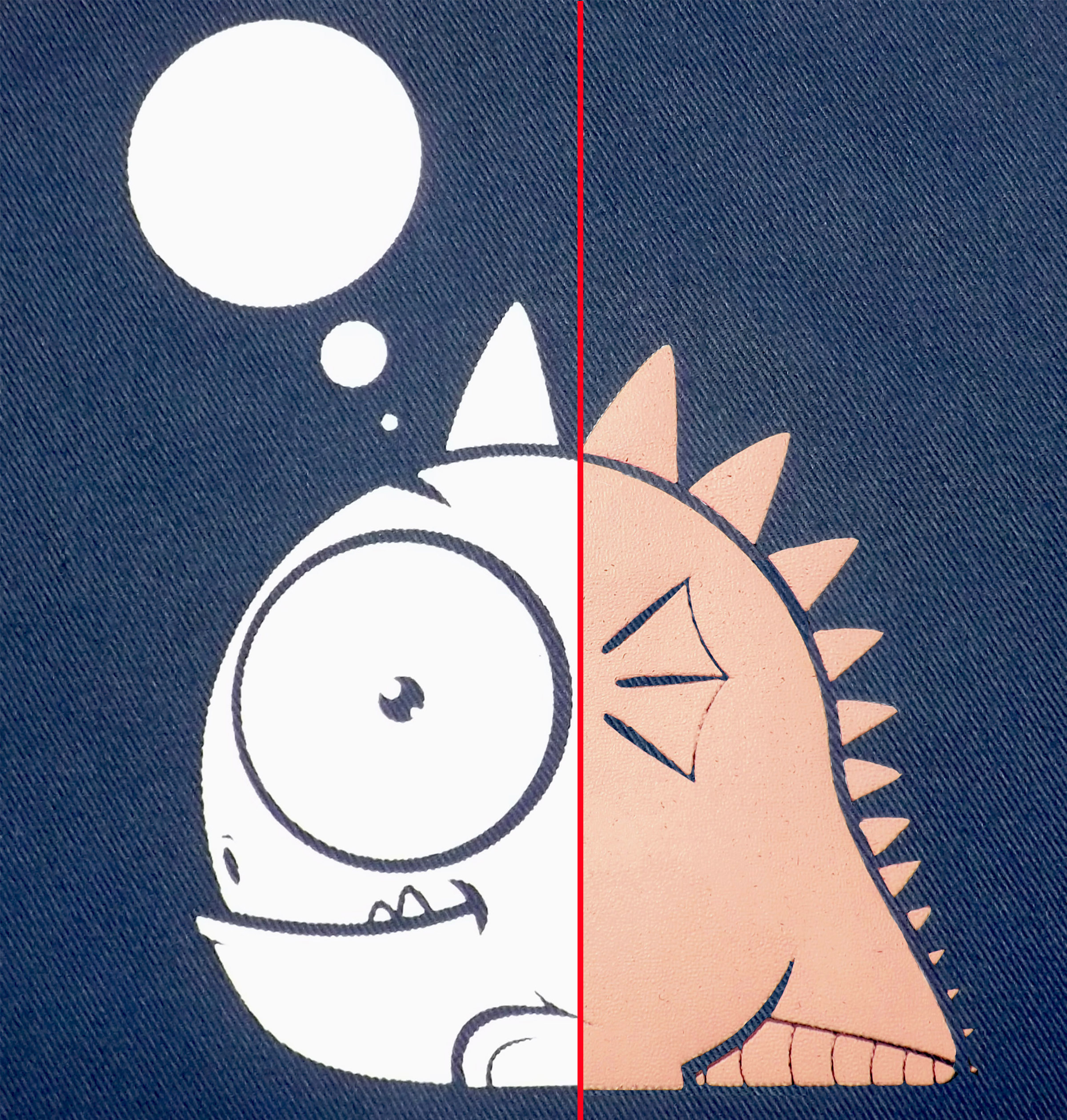
Polyester red is notorious for dye migration. To prevent, use a bleed blocking ink, like Guardian Black 1240, shown here as black without a white over-print as well as under the poly white ink making up the clouds. To create the pink, poly white ink was applied without the blocking black underbase. Photo courtesy of ICCINK
How Polyester Is Dyed and Why It Causes Dye Migration in Screen Printing
Unlike natural fibers, which absorb dye deep into their structure, polyester is a synthetic fabric made from petroleum-based fibers. These fibers are essentially plastic-like (think fishing line), meaning they don’t readily absorb traditional water-base or fiber-reactive dyes the way cotton does.
Instead, polyester fabrics are dyed using a process called sublimation dyeing, which involves three basic steps:
- The application of heat-activated dyes (disperse dyes) – In which dyes like those used in sublimation printing turn into a gas when exposed to high heat (ranging from 302°F/150°C – 446°F/230°C).
- Dye infusion into polyester fibers – At these higher temperatures, the gaseous dye molecules bond with the synthetic fibers on a molecular level. The synthetic fibers “open” to receive the dye (in the gaseous form).
- Permanent coloration – Once cooled, the dye becomes trapped within the fiber structure, resulting in vibrant and permanent color.
What Causes Dye Migration When Screen Printing on Polyester
The problem for decorators is that while sublimation dyeing creates bright, long-lasting colors, the heat-sensitive nature of the dye remains a major problem for screen printing. Specifically, because the disperse dye molecules are designed to be activated by heat, they can release from the fabric and migrate into the ink layer when exposed to standard curing temperatures during screen printing, which is typically 320°F – 330°F (160°C – 165°C).
Worse yet, even though disperse dyes need a high temperature to adhere to the polyester fibers, some dyes can bleed or migrate at much lower temperatures. The dye can therefore become “reactivated” at temperatures just above 265°F (130°C), which can cause them to leach, or migrate, through the ink layer, altering the ink’s color—a phenomenon known as dye migration or dye bleeding. For example:
- A white ink printed on a red polyester shirt may turn pink.
- A gray print on a maroon garment may take on a muddy brown hue.
- Even yellow and blue inks can become tainted, resulting in faded or off-color designs.
Note, you may sometimes find that the migrated color does not reflect the current color of the garment, because the garment could have been over-dyed from a previous color. One example we ran into was a navy-blue shirt we printed on where the white ink bled to pink–an indicator the manufacturer had had an overstock of red shirts it ten over-dyed with navy blue.
Further complicating the situation, dye migration doesn’t happen immediately. Often, it takes days or even weeks for the dyes to fully work their way through the ink layer, meaning the problem may not be obvious immediately after printing. This can make for an incredibly frustrating situation for print shops, leading to reprints, wasted garments and unhappy customers.
Why Cotton Doesn’t Have Dye Migration Problems
By contrast, cotton, linen, wool and other natural fibers don’t suffer from dye migration in the same way, because of the way they absorb dye. Cotton fibers, for example, are porous and absorb water-based or fiber-reactive dyes into their structure. This means that once dyed, the color is locked inside the fiber, preventing it from moving or bleeding when heat is applied. Wool and other animal fibers absorb dye similarly, bonding with the proteins in the fiber in a way that makes them heat stable.
Since natural fibers trap dye molecules internally, there is no risk of sublimation or heat reactivation, which is why screen printing on cotton is generally much easier than printing on polyester. The chemistry and type of dyes used are also very different for these fabrics. Natural fibers absorb dyes much easier and usually are dyed with reactive dyes, which create a strong “covalent bond” between the dye molecule and the fiber. This in turn makes the fabric resistant to fading, especially during washing.
How Low-Cure Inks Prevent Dye Migration in Polyester Garments
Low-cure inks were specifically designed to improve the dye migration problem at its root. By curing at temperatures as low as 270°F – 300°F (132°C – 149°C), they help prevent the sublimation dyes in polyester from being reactivated. This significantly reduces the risk of color contamination while still providing a durable, wash-fast print.
In addition, many modern low-cure ink systems include built-in dye-blocking technologies, which act as a barrier to prevent fabric dyes from reaching the ink layer. When combined with proper printing techniques—such as using a low-bleed blocking underbase and controlling dryer temperatures—low-cure inks provide the most effective way to combat dye migration while maintaining production efficiency.
For shops that frequently print on sportswear, team uniforms, or promotional apparel, this is a game changer. No more frustrated customers returning shirts days later with discolored logos or ghost images of the designs. With low-cure technology, prints remain true to color, even on notoriously difficult fabrics.

100-percent polyester fabric can be scorched when exposed to heat from a flash unit or dryer. It can curl up—as depicted in this image—or even catch fire. Photo courtesy of ICCINK
How High Heat Damages Polyester During Screen Printing
Again, polyester is a delicate material when exposed to high temperatures. At curing temperatures above 320°F, such garments are prone to:
- Scorching – The fabric may develop burn marks or an unwanted glossy finish.
- Shrinkage – High heat can cause polyester fibers to contract, warping the shape of the garment.
- Fabric Weakening – Repeated exposure to high temperatures can degrade synthetic fibers over time.
By curing at lower temperatures, low-cure inks reduce the risk of heat damage, allowing screen printers to work confidently with athletic wear, performance fabrics and lightweight polyester blends.
How Low-Cure Inks Improve Screen Printing Efficiency
In addition, with respect to production efficiency, in screen printing, every extra second on the production line adds up. As mentioned earlier, when using traditional inks, printers often are forced to implement extra steps like flashing between colors, using specialty dye blockers or adjusting their conveyor dryers to ensure a proper cure. These additional steps can slow down production and increase operational costs.
Low-Cure Inks Reduce Energy Use and Improve Shop Sustainability
Finally, with sustainability becoming an industry priority, screen printers looking for ways to reduce their environmental footprint without sacrificing quality will benefit from the use of low-cure inks in a number of ways. These include:
Lower energy consumption, resulting in a reduced carbon footprint and lower utility bills.
Less heat output, providing a cooler and more comfortable working environment.
Fewer chemicals required, thanks to there being no need for excessive dye-blocking additives.
In other words, switching to low-cure inks can be a simple yet impactful way to align with sustainability initiatives.
The Future of Polyester Screen Printing: Low-Cure Ink Technology
Looking ahead, low-cure dyes are no longer just an option—they are becoming a necessity for print shops working with polyester and performance fabrics. Better still, with today’s flexible curing technology (see sidebar), printers have more control than ever over their curing process. If you’re still battling dye migration, heat-damaged garments or inefficient production times, it’s time to rethink your ink choices.
Bottom line, polyester’s popularity in the apparel industry continues to rise, especially in sportswear, athleisure, and promotional garments. As these fabrics evolve, so must the technology used to print on them. In other words, for screen printers looking to stay ahead of the curve, adopting low-cure inks is no longer a matter of choice—it’s essential. They not only solve the persistent challenge of dye migration but also reduce energy costs, improve production speed, and expand the range of printable garments.
The next time you’re printing on polyester, ask yourself: Are your inks working with you or against you? If you’re tired of battling dye migration, it’s time to switch to low-cure technology—because no one wants to see their perfect white print turn a different color.
Kieth Stevens is the Western Regional Sales Manager for International Coatings. A veteran screen printer of more than 42 years, he is a regular contributor to International Coatings’ blog and the winner of SGIA’s 2014 Golden Image Award. Reach him at [email protected] or visit iccink.com.


